")
")
Um das JG MULTI System mit Cura 4.X zu benutzen führen Sie bitte folgende Schritte durch:
1. Erstellen Sie eine neue Maschine
Benutzen Sie hierfür einen "Custom FFF Printer".
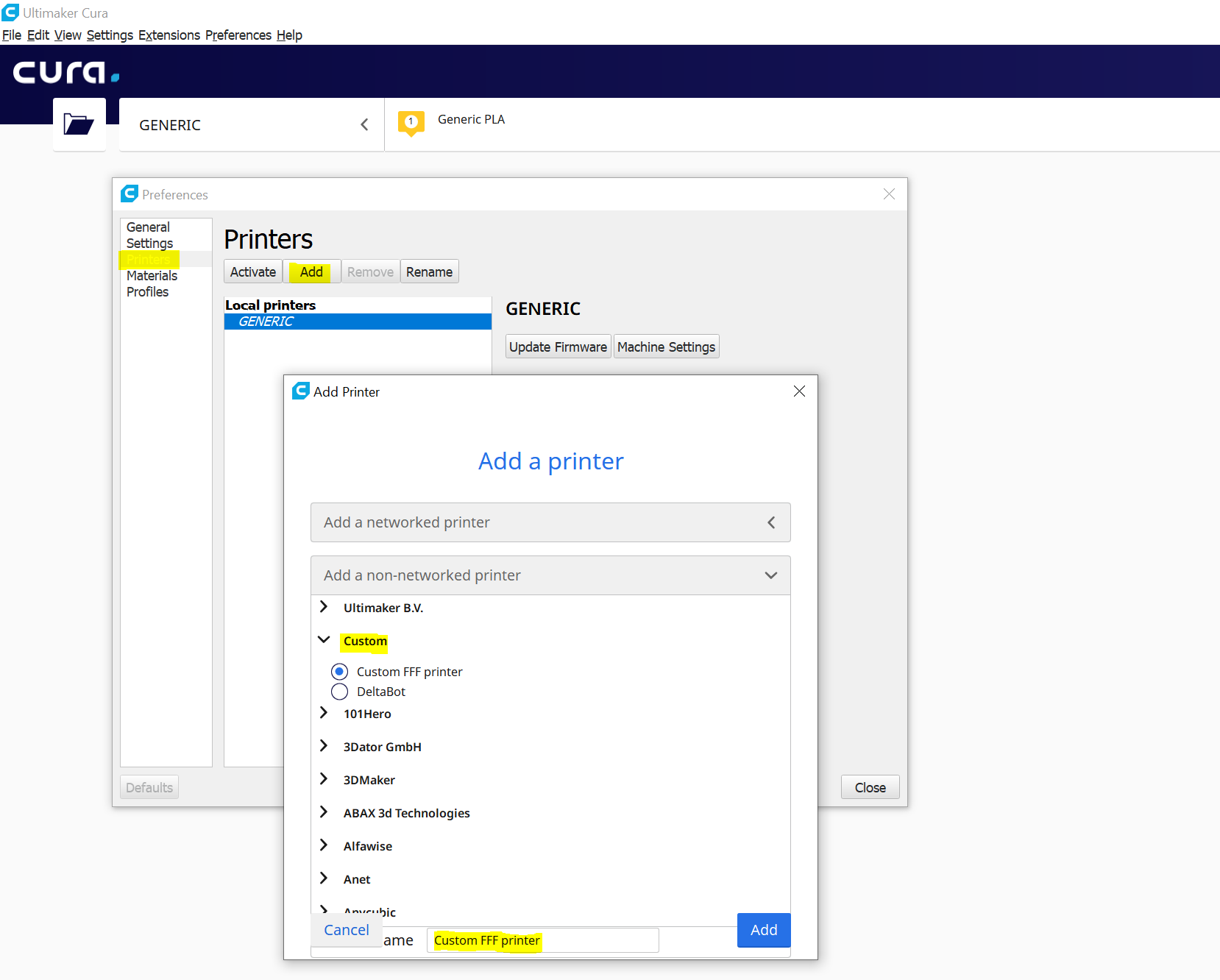
Benenn Sie diesen nun in "JG MULTI MKII".
2. Fügen Sie die notwendigen Paramter ein
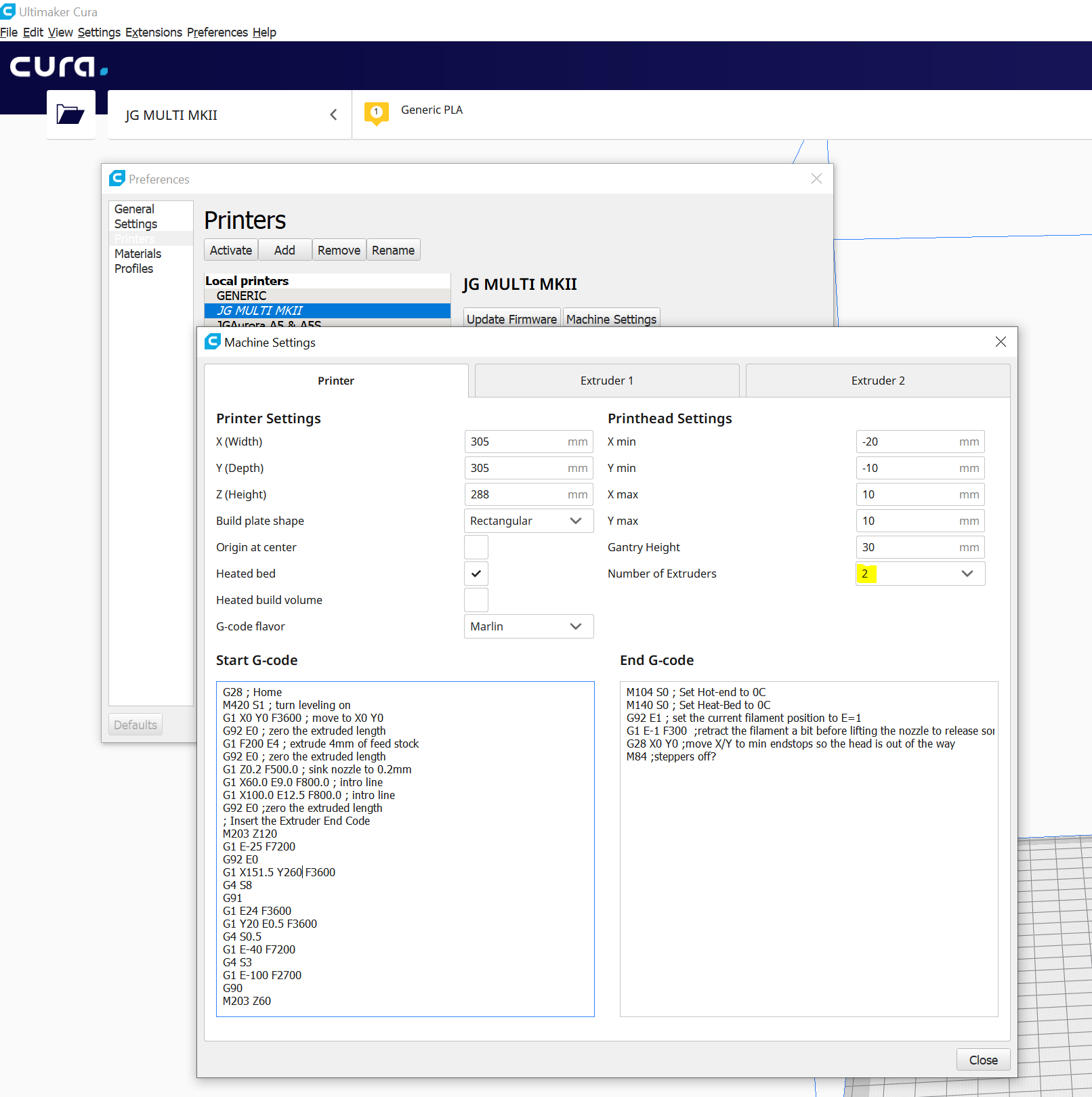
Verwenden Sie die oben abgebildeten Paramter und diese beiben Scripte.
Da Cura bei Beginn des Druckens zuerst das Extruder Start Script ausführt, müssen Sie zuvor das Extruder End Script im Start Code ausführen (ab ; Insert the Extruder End Code), da der Druck immer mit geladenen Filament 1 beginnt !
Info: Vor Beginn des Druckes muss Filament 1 in der Nozzle geladen und Filament um 140mm von der Nozzle zurück gezogen sein.
Start G-Code:
; Basic Script
M501 ; restore settings - wichtig für die Aktivierung des Auto Levelings bei den 32bit Modellen A1 und A5S (Bei A5 und A3S nicht notwendig)
G28 ; home
G92 E0 ; zero Extruder length
M420 S1 ; turn leveling on - wichtig für die Aktivierung des Auto Levelings bei allen Modellen
G1 X0 Y0 F3600 ; move to X0 Y0
; Intro / purge Line on X-axis 100mm - optional
G1 E4 F200 ; extrude 4mm of feed stock
G92 E0 ; zero the extruded length
G1 Z0.2 F500.0 ; sink nozzle to 0.2mm
G1 X60.0 E9.0 F800.0 ; intro line thin
G1 X100.0 E12.5 F800.0 ; intro line thick
G92 E0 ;zero the extruded length
; When using JG MULTI put the Extruder End sript below:
M203 Z120
G1 E-25 F7200
G92 E0
G1 X151.5 Y260 F3600
G4 S8
G91
G1 E24 F3600
G1 Y20 E0.5 F3600
G4 S0.5
G1 E-40 F7200
G4 S3
G1 E-100 F2700
G90
M203 Z60
End G-Code:
G92 E0 ; zero Extruder length
G1 E-1 F800 ; retract the filament a bit before lifting the nozzle to release some of the pressure
G92 E0 ; zero Extruder length
G28 X0 Y0 ;move X/Y to min endstops so the head is out of the way
M104 S0 ; Set Hot-end to 0C
M140 S0 ; Set Heat-Bed to 0C
M84 ;steppers off
; M500 ; Save adjusted parameters like the Z-Offset / Babystepping - optional
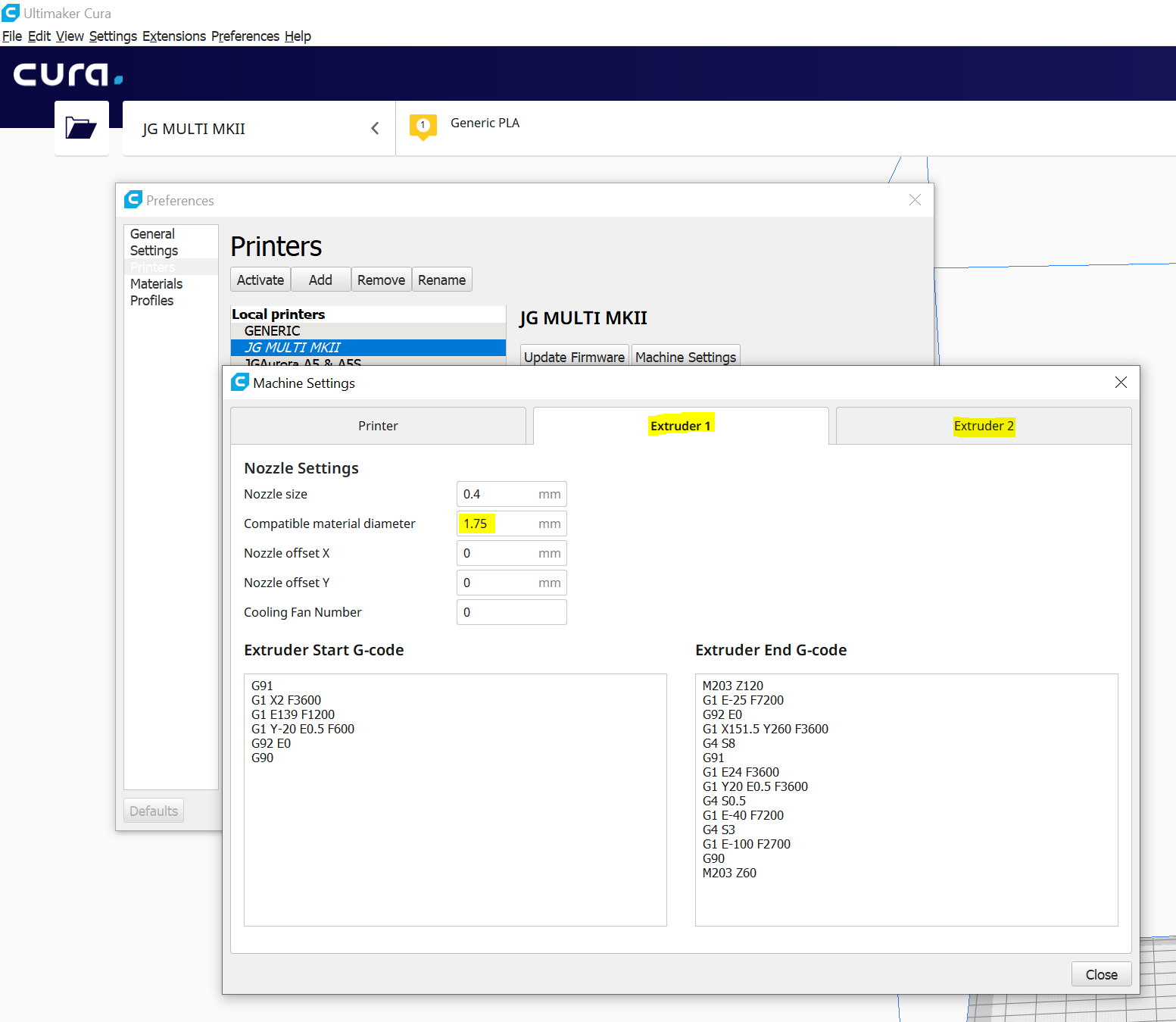
3. Fügen Sie das Werkzeugwechsel Script für Extruder 1 und Extruder 2 ein (beide sind gleich)
Vergessen Sie nicht den korrekten Filamentdurchmesser von 1.75 einzutragen!
Extruder Start G-Code ("Load" Filament script):
G91
G1 X2 F3600
G1 E139 F1200
G1 Y-20 E0.5 F600
G92 E0
G90
Extruder End G-Code ("Unload" Filament script):
M203 Z120
G1 E-25 F7200
G92 E0
G1 X151.5 Y260 F3600
G4 S8
G91
G1 E24 F3600
G1 Y20 E0.5 F3600
G4 S0.5
G1 E-40 F7200
G4 S3
G1 E-100 F2700
G90
M203 Z60
4. Drucker Profil instalieren
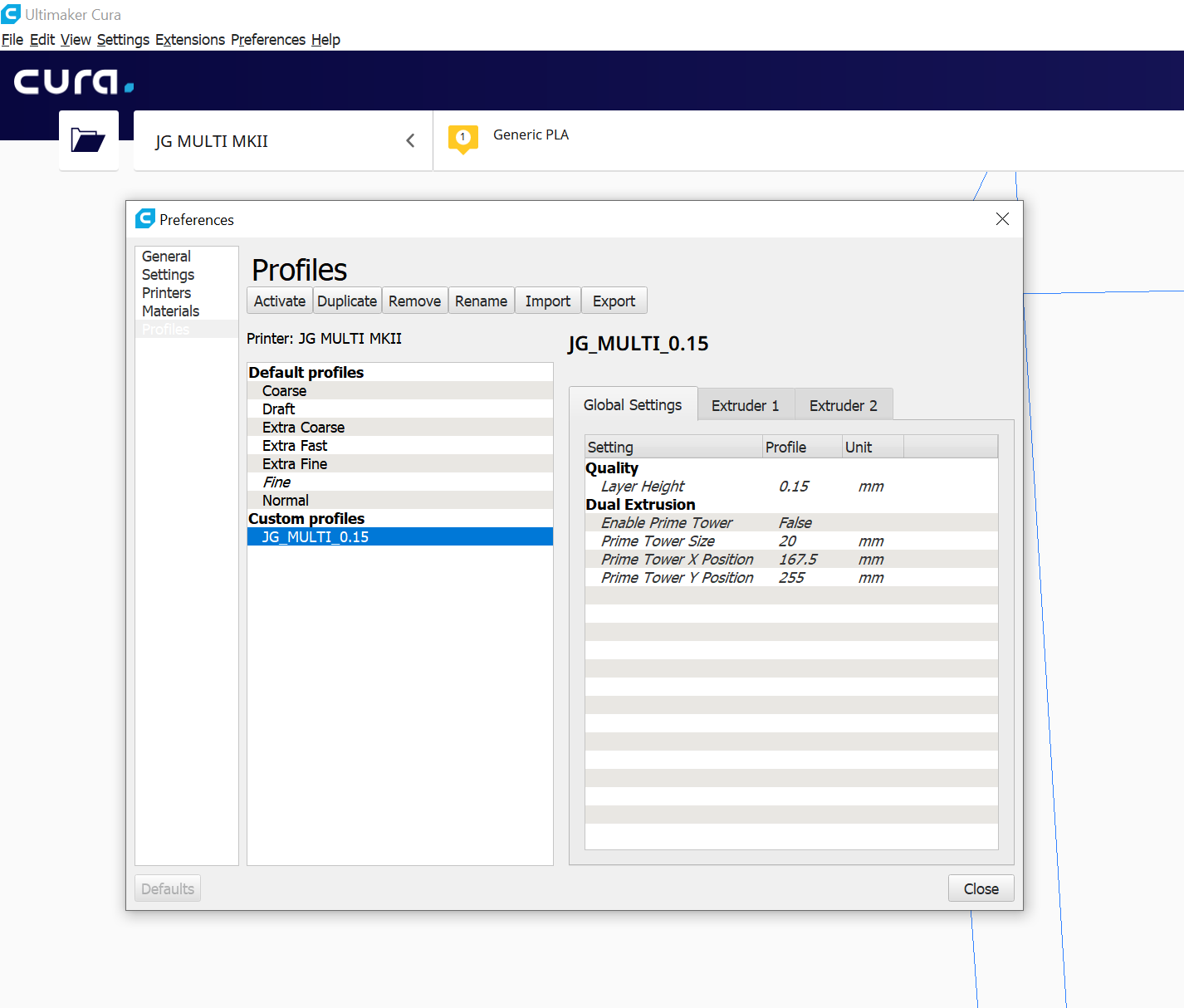
Downloaden Sie dieses JG MULTII MKII Profil für Cura und aktiveren Sie dieses.
5. Prime Tower Einstellungen vornehmen
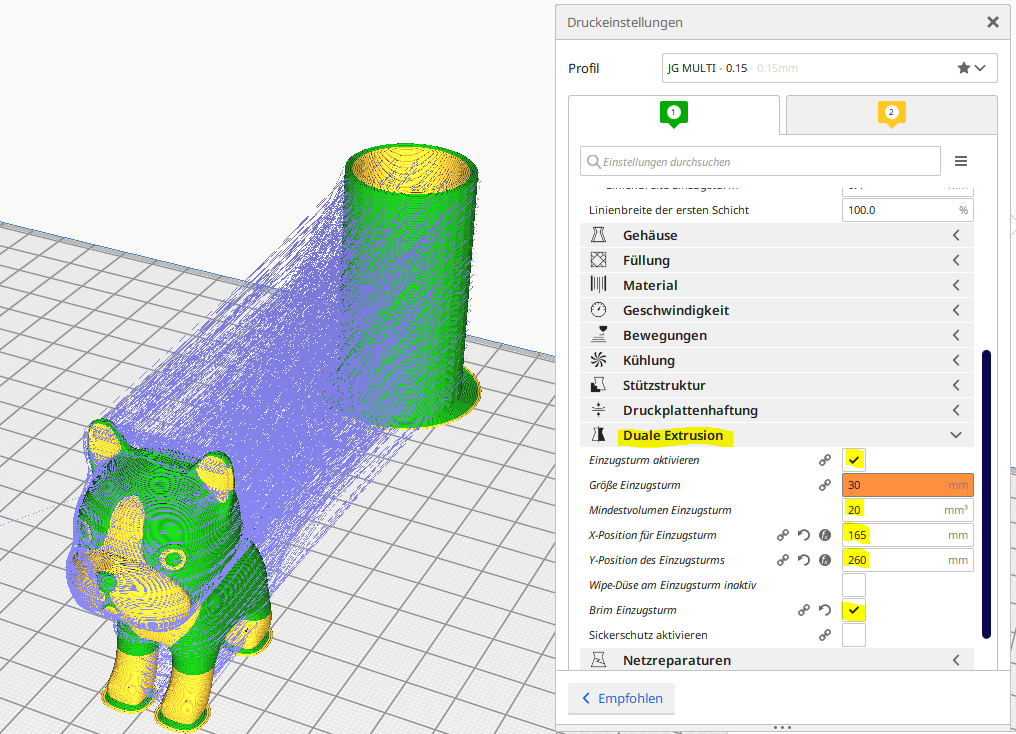
Passen Sie die Position des Prime Towers entsprechend Ihres Werkzeugwechsel Punktes an. Das Ziel ist, den Werkzeugwechsel innerhalb des Prime Towers durchzuführen.
Nun ist Ihr Cura für das JG MULTI MKII System eingerichtet !
Info: Vor Beginn des Drucks muss Filament/Extruder 1 in der Nozzle geladen und Filament/Extruder 2 zu 140mm von der Nozzle zurück gezogen sein.
Wie Sie Ihre Modelle für den Dual Material Druck vorbereiten können Sie hier nachlesen: