")
")
FDM - Flexibility Definitely Matters
Für JGAurora A1, A3S, A5, A5S
JG MULTI MKII "System" - Info & HowTo
Das JG MULTI MKII "System" verbindet unser bewährtes JG TITAN MKII / V2 direkt Extruder Upgrade mit dem neuen JG MULTI MKII dual-color bowden Upgrade.
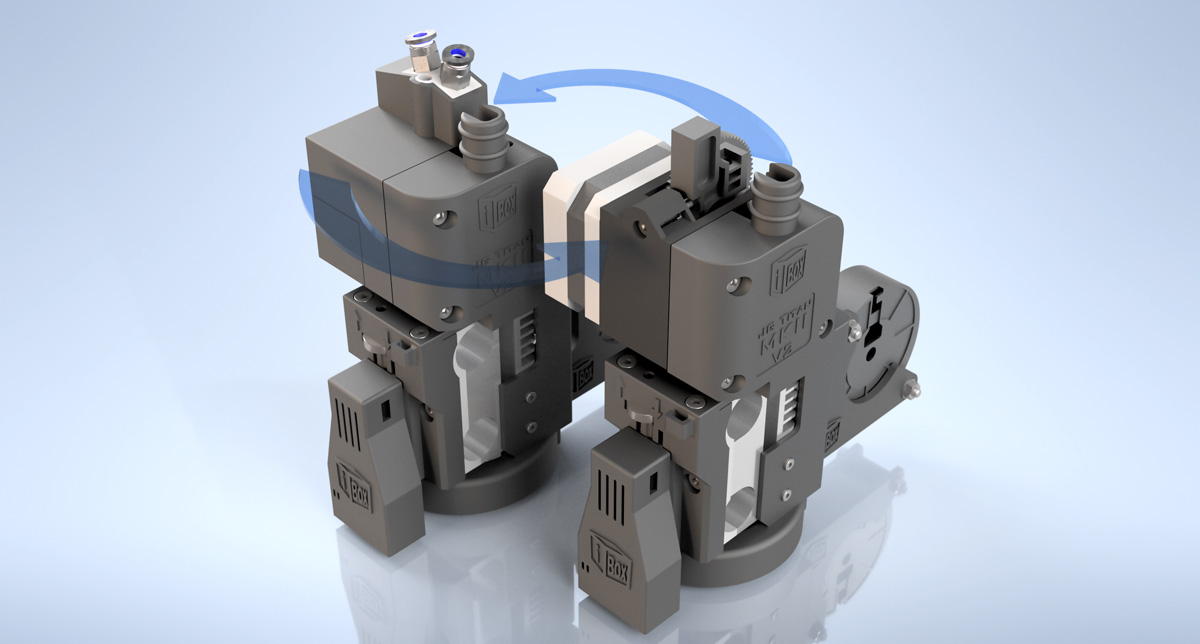
Beide Systeme können durch das Schnellspannsystem innerhalb von 5 Minuten umgerüstet werden um Ihnen volle Flexibilität bei Ihren Druckprojekten zu ermöglichen!
Unsere Facebook Gruppe:
![]()
JG MKII @ Thingiverse
![]()
Weitere Informationen:
![]()