")
")
JG MKII Einbauanleitungen
Hier können Sie die Einbauanleitungen für unsere JG MKII Serie als PDF herunter landen:
> JG TITAN MKII V2 "Kit" (PDF)
Hier können Sie die Einbauanleitungen für unsere JG MKII Serie als PDF herunter landen:
> JG TITAN MKII V2 "Kit" (PDF)
Hier das Universal Start/End Script für die Verwendung unserer MKII Upgrades auf den Druckern JGAurora A1, A3S, A5, A5S.
Mit diesem Script wird das Druckbett nicht vor dem Druckbeginn komplett mit Auto-Leveling abgetastet um Zeit zu sparen. Führen Sie daher das Auto-Leveling (G29/Menü) bei Bedarf aus und speichern Sie dieses anschließend (M500/Menü) bevor Sie mit dem Druck beginnen. Sollten Sie das Auto-Leveling vor jedem Druck durchführen wollen, so tauschen Sie den Befehl M420 S1 durch G29 aus. Wenn Sie das Druckbett manuell gelevelt haben und kein Auto-Leveling System benutzen möchten, dann tauschen Sie den Befehl M420 S1 durch M420 S0 aus.
| M501 | ; restore settings |
| G21 | ; set units to millimetres |
| G28 | ; home all axis |
| M420 S1 | ; turn on mesh bed levelling |
| M900 K0.00 | ; set K-factor for Linear Advance V1.5 feature (K0.00 is off) |
| M106 S0 | ; set fan speed to zero (turned off) |
| G92 E0 | ; zero the extruded length |
| G1 X0 Y0 F3600 | ; move to X0 Y0 at 60mm/s |
| G1 Z1 F1000 | ; move nozzle to Z1 |
| G1 X60.0 Z0 E9.0 F1000.0 | ; intro line |
| G1 X100.0 E12.5 F1000.0 | ; intro line |
| G92 E0 | ; zero the extruded length |
| *only 32Bit Models (A1,A5S) | - wichtig für die Aktivierung des Auto Levelings bei den 32bit Modellen A1 und A5S ( Bei A5 und A3S nicht notwendig ) |
| *Linear Advance feature | - hier kann der zuvor ermittelte K-Faktor eingetragen werden um das Linear Advance System ( V1.5 ) zu aktivieren. ( Das Linear Advance System sollte nur im Direkt Extruder Betrieb verwendet werden. ) |
| *optional intro line | - druckt vor Beginn eine Intro Line auf der X-Achse um die Düse zu reinigen und zu füllen ( empfohlen ) |
Bei unseren aktuellen Firmware Versionen für den A1 und A5S ist eine zuverlässige Aktivierung des Auto Leveling bisher nur gewährleistet, wenn nach dem Drucker Neustart die Einstellungen/Settings neu geladen werden und das Leveling aktiviert wird.
Dies kann sowohl über das Menü als auch über der Start Script durchgeführt werden.
- Restore Settings ( Menü "Configuration" )
- Auto Bed Leveling: on ( Menü "Motion" )
M501 ; Restore Settings
G28 ; Home
M420 S1 ; Auto Bed Leveling on
......
Achten Sie darauf, dass Sie nach dem Leveln oder dem verändern der Parameter die Einstellungen speichern, da diese sonst durch "Restore Settings" bzw. "M501" verloren gehen!
Damit das System funktionieren kann, ist es unerlässlich das die X-Achse parallel zur Y-Ebene ausgerichtet ist. Ebenfalls ist ein von Beginn an gut ausgerichtetes Druckbett hilfreich für das Auto-Leveling und trägt zudem zur korrekten Geometrie des Druck Objektes bei.
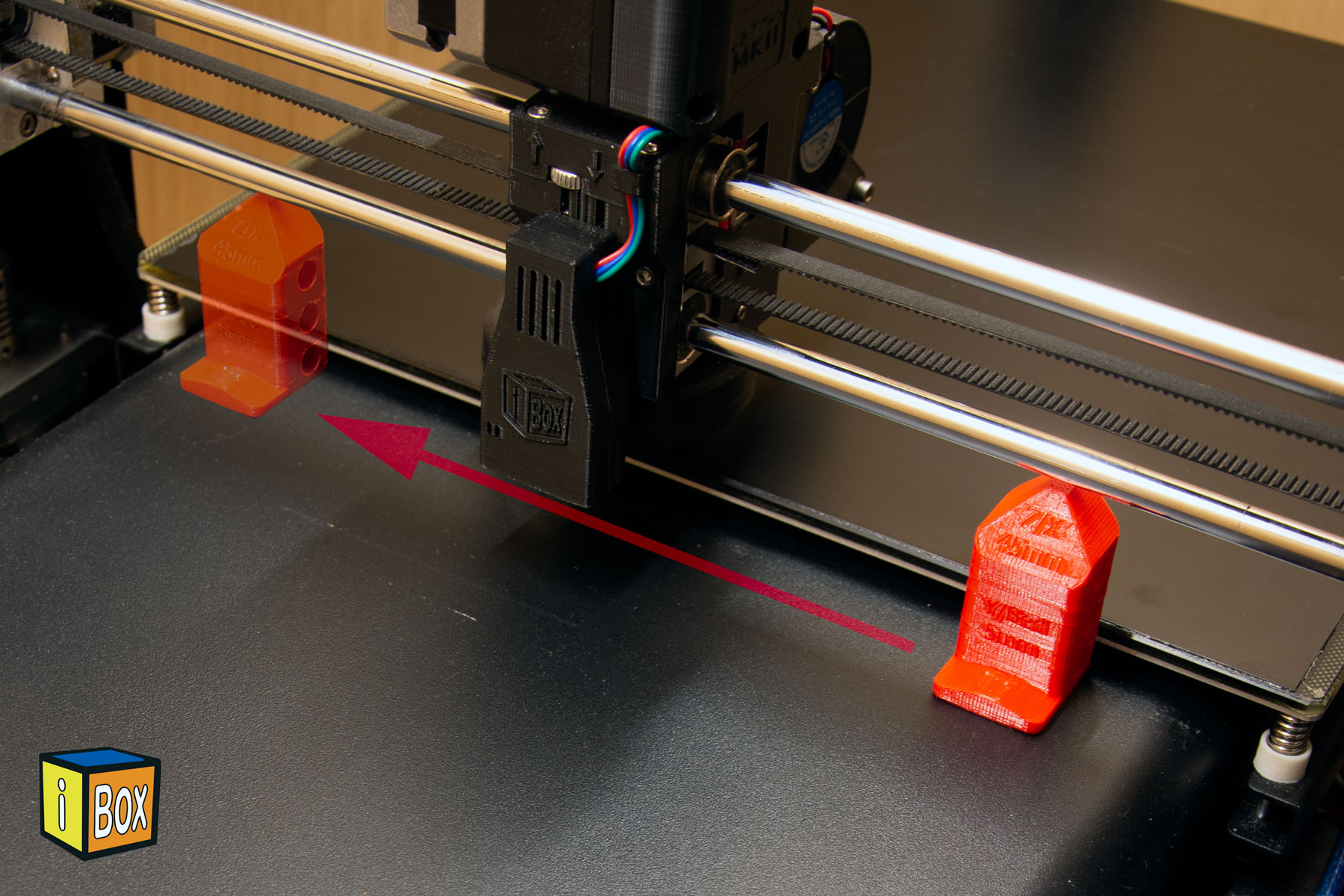
Um Ihnen auch ein Ausrichten von X-Achse und Druckbett ohne Messchieber zu ermöglichen, habe wir sowohl für den JGAurora A1 als auch die Modelle A3S, A5, A5S ein "Calibration Tool" erstellt, welches Sie auf Thingiverse als STL downloaden können.
> Calibration Tool for JGAurora A3S/A5/A5S
> Calibration Tool for JGAurora A1
Laden Sie sich die zu Ihrem Modell passende Variante herunter und drucken Sie diese aus, damit Sie zukünftig Ihren Drucker einfach folgendermaßen Einstellen/Kalibrieren können:
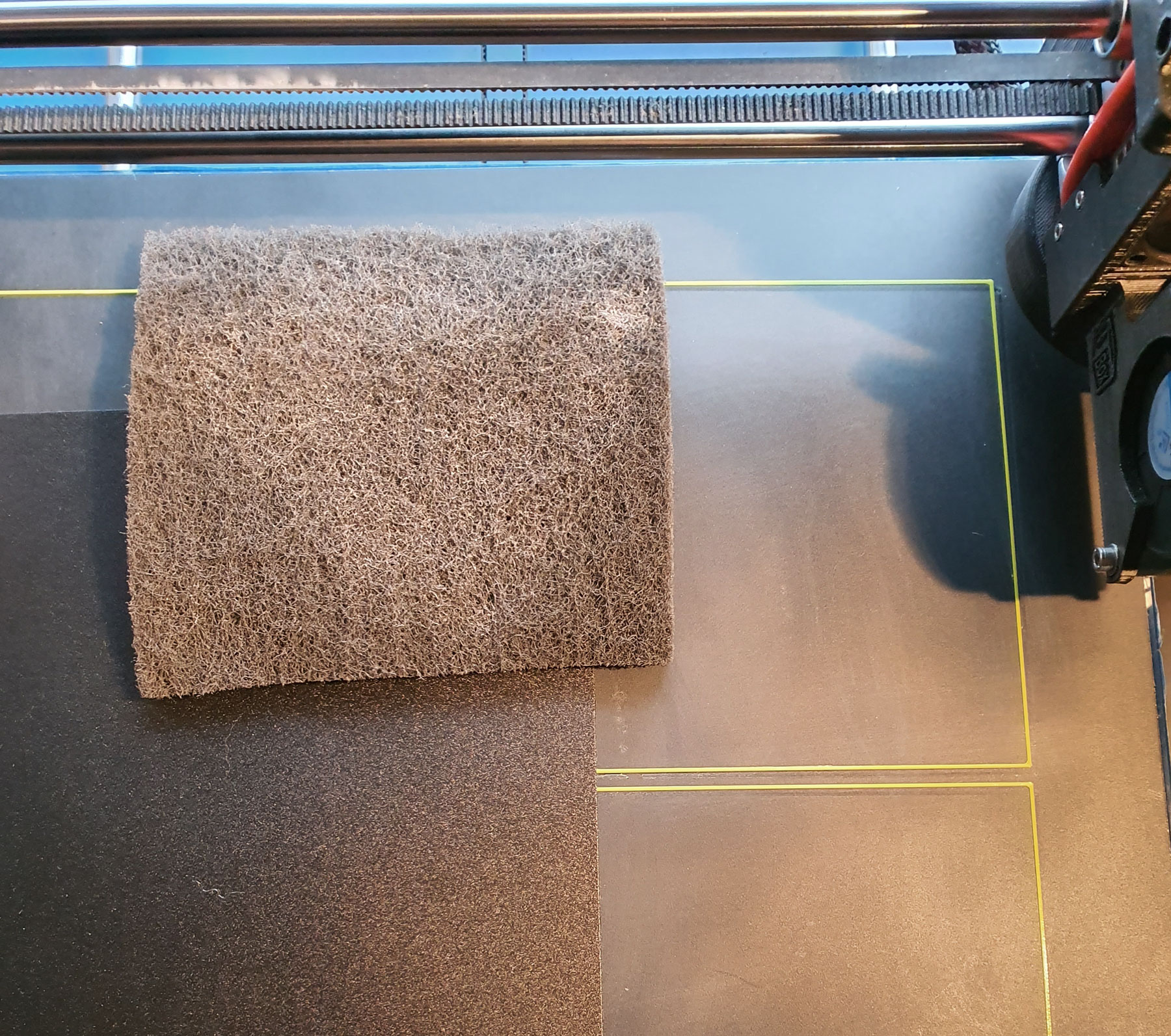
Neben einer zur Y-Ebene parallel ausgerichteten X-Achse ist eine optisch gleichmäßige nicht reflektierende Oberfläche die Grundvoraussetzung für den zuverlässigen Betrieb des DC42 IR Sensors, welcher das Druckbett mittels optischem Verfahren abtastet.
HINWEIS: Dies ist speziell bei der Verwendung des "Bilinear Leveling" Systems sehr wichtig, da bei diesem Verfahren ein einziger falsch abgetasteter Punkt bereits zu erheblichen Problemen führen kann. Sollten Sie also keine ideal geeignete Oberfläche benutzen, dann empfehlen wir Ihnen die Verwendung unserer "Linear Leveling" Firmware Variante (ohne "BL" in der Versionsbezeichnung).
Die Antwort darauf ist sehr einfach - "der Z-Offset ist der Referenzwert / Distanz für den Z-Endstop, welcher im Falle des Auto-Bed Levelings der Höhen Sensor (IR Sensor) ist."
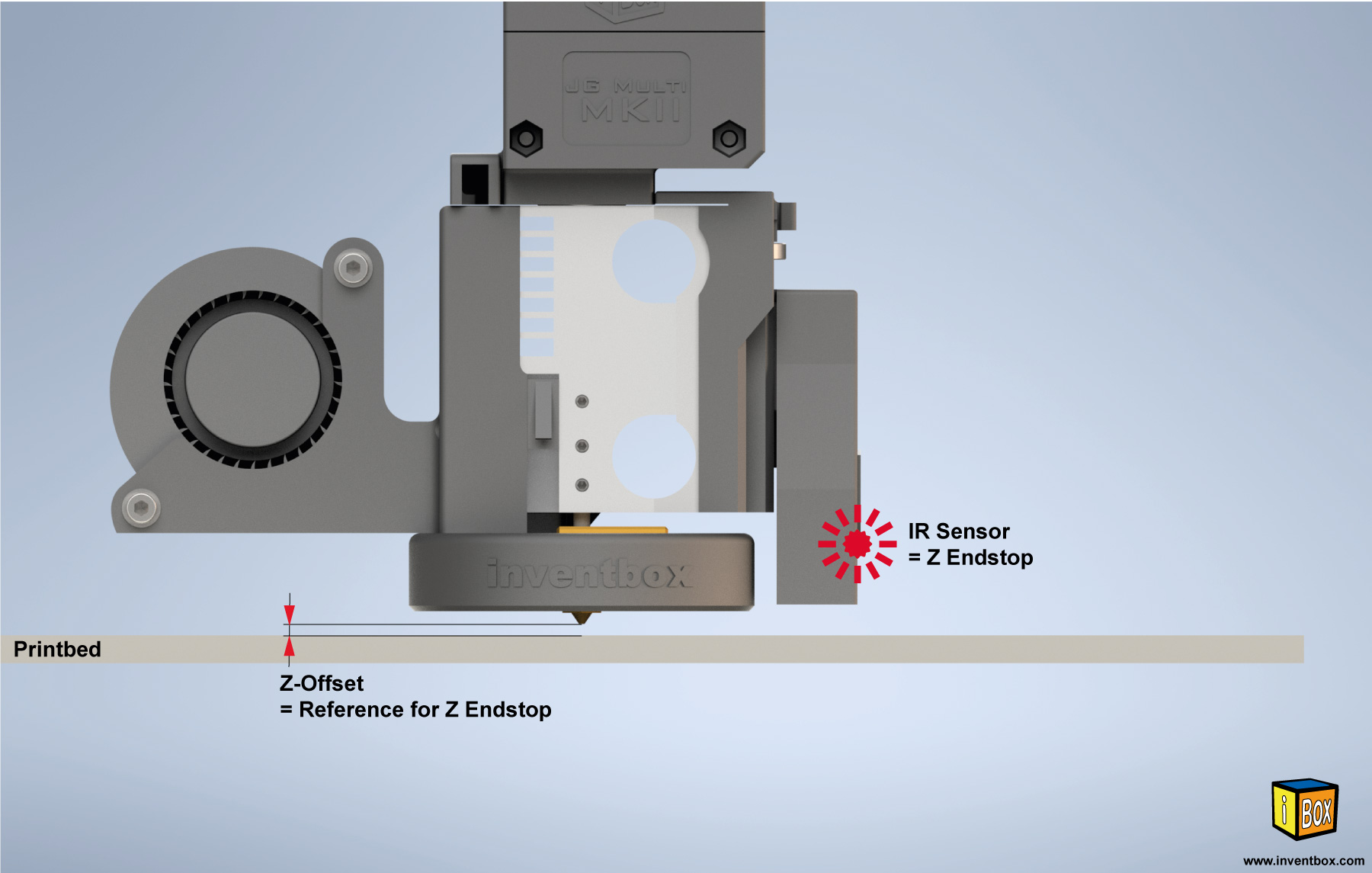
In diesem Schema wird der Z-Offset nun greifbar, denn es handelt sich im eigentlichen Sinne nicht um einen "variablen" Wert, sondern um einen "absoluten" Wert, welcher dem Drucker die Position der Nozzle beim Homing vorgibt.
Durch den Einsatz unseres Leistungsstarken Radial Materialkühlers kann es sein, dass dieser den Heatblock übermäßig kühlt und Sie beim drucken eine Thermal Runanway Error Meldung bekommen. Dies liegt daran, dass aufgrund eines mangelnden PID Tunings falsche Heizwerte gesetzt sind.
Wir empfehlen Ihnen den Materialkühler beim Druck statt wie gewohnt auf 100% auf 70-85% laufen zu lassen, da sonst evtl. Zuviel gekühlt wird und die Haftung zwischen den Schichten abnimmt. Zum Drucken von Überhängen oder beim Drucken von kleinen Teilen in hohen Geschwindigkeiten können Sie dann die Leistung auf 100% steigern.
Um die Werte für den Extruder entsprechend anzupassen benutzen Sie Pronterface um folgende Befehle einzugeben:
|
M106 S128 (startet den Lüfter auf 50%) |
![]()
![]()
![]()